Provides a high-level overview of the key features and benefits of Newson Gale’s range of static grounding solutions.
Provides a high-level overview of the key features and benefits of Newson Gale’s range of static grounding solutions.

Dust explosions within hazardous location processing environments are not a new occurrence, and nor is static being a potential source of ignition. The earliest recorded dust explosion was at Giacomelli’s Bakery in Turin, Italy in 1785 where flour dust generated during normal operations came into contact with a mounted lamp.
Flour can become combustible if it’s too dry and builds up a static charge. The bakery owner was recorded saying that the flour was the driest seen in the bakery that year. A dispersed cloud of flour originated when flour from the upper portion of the warehouse dropped to the confined warehouse below.
The resulting explosion that followed injured both the worker shoveling flour into an open flame and a boy who fell from scaffolding, as a result of the flames blowing out windows onto the street.
What this incident inadvertently demonstrated, apart from the violent and volatile nature of a dust explosion, was an archetypal insight into the ‘dust explosion pentagon’.

The five elements outlined are required to initiate a dust explosion. Unlike the fire triangle, a dust explosion requires two additional elements in the form of dispersion of dust particles in the right concentration and confinement of the dust cloud itself.
Dispersed airborne dust burns more rapidly and confinement allows for pressure build-up. With the additional two elements in place, all five are aligned, increasing the likelihood of an explosion.
By definition, combustible dust is any fine material that has the ability to catch fire and explode when dispersed with air. By their very nature dust explosions emit an energetic force creating powerful waves of pressure that damage and cause significant harm to plants and people.
Those who are unfortunate enough to be a victim of a dust explosion will often be burned by the intense heat within the dust cloud, injured, or even killed by falling structures.
Dust explosions cause injuries, destruction of property, and as history will testify to – unfortunately fatalities. The US Chemical Safety Board (CSB) report conducted in 2006 identified 281 combustible dust incidents between 1980 and 2005 that killed 119 workers with injuries sustained to 718 others, along with several damaged facilities. (Source: “Dust Explosion Investigation in Turkey”, Mercan Z. Burcu, (2016)).
In the UK, the Health and Safety Executive recorded 303 dust explosions over a nine-year period and German records demonstrate 426 similar incidents over a 20 year period. Unfortunately tragic incidents like these continue to cause significant business interruptions and loss of lives.
Over half of dust explosion incidents can be attributed to one of these four industry sectors: food products, wood products, chemical and metal. The average dollar loss per explosion incident in a typical year is $3.4m.

Dust is a hazardous by-product in many industries, from those handling powders to companies engaged in more sophisticated manufacturing processes. Dust explosions can occur in any industry handling combustible dusts, not exclusive but including:
The National Fire Protection Association (NFPA) 654: Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids defines dust as:
“A combustible particulate solid that presents a fire of deflagration hazard when suspended in air of some other oxidizing medium over a range of concentrations, regardless of particle size or shape”.
Many organizations are uninformed and unaware that their processes can produce an atmosphere which can be explosive, and as a result dust can be produced as a seemingly innocuous consequence of their usual manufacturing process.
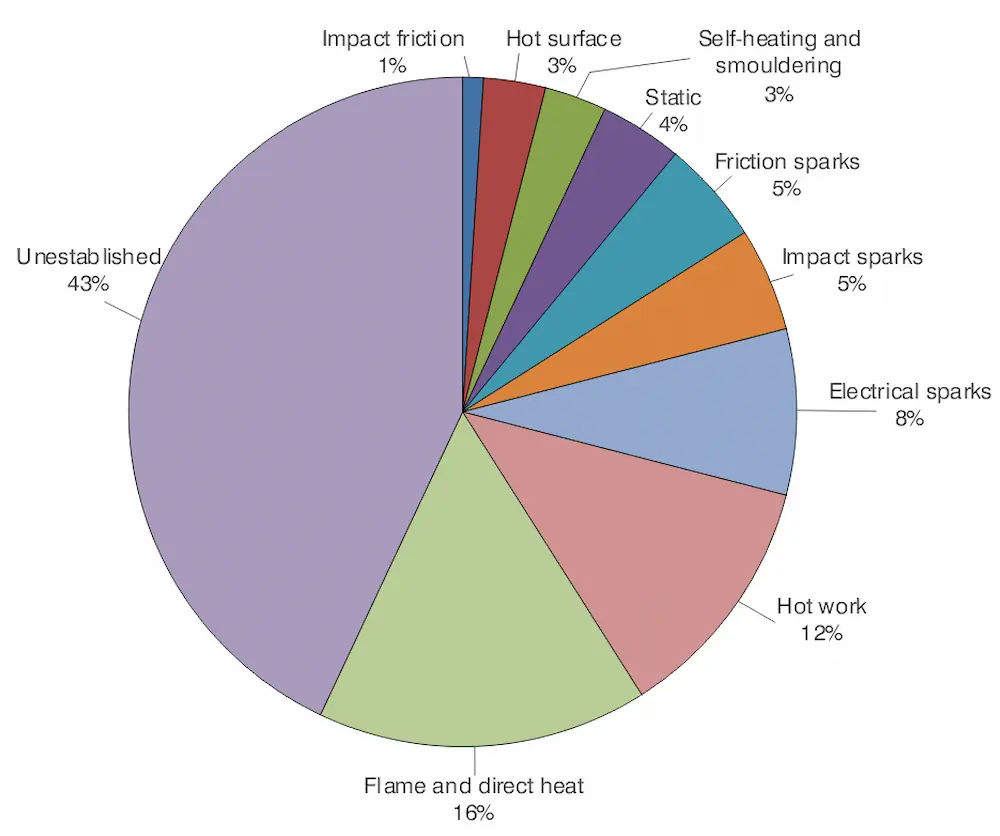
There are a number of primary ignition sources for a dust explosion:
Dust explosions occur when a dispersed combustible material is present in high enough concentration; therefore an explosion hazard exists when dusts are produced, stored or processed and these materials are airborne. When the product being processed is considered combustible and has an appreciable portion of fine material, the potential for having an explosion increases dramatically. Fine powders with low Minimum Ignition Energies (MIE) will regularly reach the Minimum Explosive Concentration (MEC) along conveying systems and may be at risk of combustion by several sources of ignition. One such ignition source is an electrostatic discharge.
The MIE required to ignite any given powder depends on the fineness of a particle, with the lowest values tending to relate to very fine particles. If the MIE is above 10 millijoules, and there are no flammable gases and vapors presents, special measures to minimize static electricity are usually not necessary, however precautions could still be necessary with conductive plant equipment capable of storing high levels of static charge, to minimize electric shock risks for operators.
| Powder | MIE |
| Zinc | 200 |
| Wheat Flour | 50 |
| Polyethylene | 30 |
| Sugar | 30 |
| Magnesium | 20 |
| Sulfur | 15 |
| Aluminum | 10 |
| Epoxy Resin | 9 |
| Zirconium | 5 |
Minimum Ignition Energy of explosive/flammable materials (Source: IChemE).
In the chemical and pharmaceutical industries the typical energies required for ignition can be relatively low (especially in flammable dust/vapor hybrid atmospheres), whilst in the food industry, MIEs are usually somewhat higher.
The ease of ignition and severity of combustible dust explosions are typically influenced by particle size. Finer particles are more explosive because they have large surface areas relative to their weight, allowing them to rapidly react with oxygen when dispersed in air and ignite.
NFPA 654 states:
“Dusts traditionally were defined as material 420 µm or smaller (i.e., capable of passing through a U.S. No. 40 standard sieve). For consistency with other standards, 500 µm (i.e., capable of passing through a U.S. No. 35 standard sieve) is now considered an appropriate size criterion”.
| Material | Size (Microns) |
| Talcum powder, red blood cells, fine silt, cocoa | 5 to 10 |
| Pollen, milled flour, coarse silt | 44 to 74 |
| Table salt | 105 to 149 |
| Cornstarch from the Port Wentworth facility storage silo | 10 |
| Powdered sugar product from the Port Wentworth facility | 23 |
| Granulated sugar product from the Port Wentworth facility1 | 286 |
Note 1: Sample first passed through 500 um sieve (Source: Investigation Report. Sugar Dust Explosion and Fire. U.S. Chemical Safety and Hazard Investigation Board. (2009)). Particle size of some common combustible and non-combustible materials.
One of the main dangers of a dust explosion is that when combustible dusts ignite, it causes a chain reaction. Dust explosions create their own self-sustaining domino effect, which continues as long as there is fuel.
A secondary explosion occurs when dust accumulated on floors or other surfaces is lifted into the air and ignited by the primary explosion. This occurs from the resulting primary explosion, liberating dust from surrounding surfaces (beams and ledges), causing them to be dispersed and suspended in the air. The secondary explosion propagates from the resulting dust cloud. With multiple explosions and the structural integrity of the facility already compromised, the results can be catastrophic.
There is often both a primary and secondary explosion, allowing for a transition from fire to multiple explosions and vice versa.
A primary explosion usually occurs inside the process vessel, such as sieves, dryers, mixers, conveying systems, and silos. It is within this environment that five elements of the dust explosion pentagon are met. The resulting impact of the first usually ignites the second. Unburned fuel from the primary explosion is ejected by the blast outside the enclosure, causing dust to become airborne, where it is susceptible to ignition and is able to create a secondary explosion.
A secondary explosion can be more destructive than the primary due to the increased concentration of dispersed combustible dust and greater ignition source. The resulting shockwave of a first explosion will damage and often rupture the self-contained vessel where the initial blast manifested itself from, allowing the explosion to propagate through the plant.

A confined and vented dust explosion courtesy of IEP Technologies
In manufacturing and handling process industries in flammable and combustible atmospheres, the threat of static electricity is ever-present. There are certain types of dust handling plant equipment in which static electricity is readily generated.
These include mills, conveyor belts, and pneumatic conveying systems. In potentially explosive atmospheres, the amount of energy contained in spark discharges from plant, equipment, and even people may be sufficient to ignite many fine dusts produced during handling loose solids such as powder, granules, pellets, and flakes.
Electrostatic charging of isolated plant equipment or materials is likely when moving dusty materials in quantity. It is fundamentally critical to take necessary precautions to mitigate discharges that are powerful enough to cause ignition of a dust cloud.
All potential sources of internal and external static discharges from process equipment situated in zoned and classified locations must be accounted for and managed in the appropriate way. If they are not sufficiently bonded and grounded, isolated components in conveying and dust collection systems are capable of holding large amounts of static electricity.
Isolated components usually result from design oversight or after maintenance teams reassemble fittings without re-establishing static bonding connections. Pipes, valves, blowers, hoppers, and other components engaged in powder transfer processes can be isolated from each other due to the insulating properties of parts like rubber gaskets or through general wear and tear. The most secure means of mitigating charge build-up is to bond and ground components to a reliable, verified earth.
Although the generation and accumulation of static electricity is invisible and discrete, it holds a very real possibility of a potential discharge igniting combustible atmospheres. To mitigate electrostatic discharges igniting combustible dusts, companies should risk assess their processes and equipment to ensure any potential sources of ignition are identified and managed correctly.
Each explosion threat presents its own unique challenge. The variables involved, from the combustible material, ignition source, process vessel, operational procedures, and environmental conditions, all impact on the severity of risk.
There are a number of practical solutions to consider in order to safeguard the plant, people, and processes, such as grounding/bonding, explosion venting, suppression, isolation, amongst others.
Static grounding and bonding systems look to mitigate static as an ignition source before combustible material is allowed to ignite. In safety terms, in relation to the dust fire pentagon, removing the ignition source mitigates one of the key elements required for an ignition.
Of course, it is not always possible to completely mitigate the risk of dust-related explosions, but despite the potential for extensive losses, such as human life, damage to facilities, and downtime in production, there are measures that must be taken, and history has shown this has not always been the case.
The nature of a powder processing operation means that the generation of static electricity is to be expected in all parts of the system because of the movement of the particles through the equipment. Therefore, regular maintenance is required to stop material from clogging up the machinery.
Regular disassembly for cleaning and maintenance can result in bonding connections being missed or not made correctly when the equipment is reassembled. Vibration and corrosion may also degrade assembly connections, so it is imperative to ensure that no parts in the assembly become isolated from a true earth ground.
The most effective way of ensuring complex equipment used in powder processing operations cannot accumulate static electricity is to provide a dedicated static grounding solution, such as Newson Gale’s Earth-Rite® MULTIPOINT system, which is capable of monitoring the ground connection to components at risk of isolation.
Such a solution is able to halt the flow of product and alert personnel to a potential hazard should a component lose its connection to ground. This is especially important if the ground connection point to the equipment is not readily visible or isn’t easily accessible, for example, grounding clips.
Powder processing equipment presents more of a challenge compared to standard applications, as there are metal parts that can make up larger assemblies that can be electrically isolated from each other. The risk of removable sections becoming isolated conductors will occur if:
One of the most important mitigation measures is maintaining a clean working environment. If dust deposits are allowed to accumulate, they can provide fuel for a secondary explosion.
To mitigate against uncontrolled static discharges posing a fire and explosion hazard in powder processing operations, a thorough static audit conducted by qualified personnel should be carried out.
For situations where potentially isolated components are identified, dedicated grounding equipment should be installed to monitor and control the release of static electricity, thereby removing a primary source of ignition in combustible dust atmospheres.
Given that such hazards exist within industry today, good housekeeping, strict maintenance practices, and ignition risk identification and mitigation are paramount in mitigating a dust explosion.
This example demonstrates the Earth-Rite® MULTIPOINT system grounding and monitoring parts of the conveying system, which could be at risk of isolation.
The Break Away Connector (BAC) is designed to address drive-offs during tanker trucks/tank trucks loading and unloading operations. To ensure safe product transfer, the grounding clamp must always be attached to the tanker truck before any other operations begin and securely stowed after all activities are completed. Failure to follow this procedure can result in the tanker truck driving off with part of the grounding system, causing costly damage and lengthy delays in restoring the safety system. The BAC mitigates this risk by allowing the grounding clamp and one-half of the connector to separate from the cable if a drive-off occurs, meaning only the clamp and connector need to be replaced to quickly restore the grounding system.
The Universal Resistance Tester (URT) is designed to provide users of Newson Gale Bond-Rite® static grounding systems with a means of testing the permissive resistance range on a regular basis.
The easy-to-use tester consists of a pair of rotary switches that enable a competent electrical person to check the resistance level at which the grounding system should be working and conduct a PASS/FAIL test at the required setting.
The Earth-Rite® II MGV Tester is a capacitance resistance tester (CRT) designed to have the same electrical characteristics as a tanker truck and provides engineers with a means of checking that the Earth-Rite® II MGV undergoing installation is permissive when it detects these characteristics.
The tester is connected to the Earth-Rite® II MGV system and its grounding point, and when activated, the Earth-Rite® II MGV’s LED indicators change from red to green, confirming that the Tanker Truck Recognition and Static Ground Verification checks are functioning as intended.
The CRT is highly recommended with a minimum of one per site.
• Required for system commissioning and routine service checks
• Easy to use with simple PASS/FAIL condition
Newson Gale’s R-series of static grounding reels offer Hytrel® cable housed on automatically retractable cable reel.
An optional stowage point is available for the VESX50-IP 2 pole magnetic grounding clamp. It allows the clamp to have a designated stowage point close to the item of ferrous metal based plant that the operator can use to stow the clamp safely when it is not in use.
Cen-Stat™ is a range of brightly coloured cables specially designed for applications in industrial and hazardous locations. Cen-Stat™ cables are based upon Hytrel® that combines the flexibility of rubber with the strength and process flexibility of thermoplastics.
Cables made from Hytrel® are mechanically resilient, have a wide working temperature and are resistant to a wide range of chemicals, as well as strong and durable.
The Cen-Stat™ range of FM and ATEX approved static grounding clamps and systems are designed to operate in the harshest hazardous locations. The certifications achieved by our range of clamps and cables benchmark their ability to establish and maintain good electrical contact with equipment requiring static grounding and bonding protection.
Equipment specifiers can order the Bond-Rite® CLAMP with 2-pole Cen-StatTM cable on standard spiral lengths of 10 ft (3 m), 16 ft (5 m), 32 ft (10 m) and 50 ft (15 m) of cable.
The spiral cable retracts when the clamp is not in use, ensuring the cable is neatly stowed and safely out of the way.
The Universal Resistance Tester (URT) is designed to provide users of Newson Gale Earth-Rite® static grounding systems with a means of testing the permissive resistance range on a regular basis.
The easy to use tester consists of a pair of rotary switches that enable a competent electrical person to check the resistance level at which the grounding system should be working and conduct a PASS/FAIL test at the required setting.
With this assembly operators tasked with grounding mobile process equipment will have a dedicated grounding point to attach the easy-to-use screw thread connector. The ‘plug-and-play connector can interface with all Newson Gale 2-core systems to provide ground monitoring capability on a wide range of mobile processes and equipment where generic grounding clamps cannot be used. The conical shape design aids in the reduction of powder deposit buildup over time and aids in clean-down operations.
A quick and easy-to-use grounding kit that may be swiftly deployed in an emergency or combustible material transfer operations where pre-existing designated grounding points are not available or accessible.
The portable grounding kit combines multiple shortened grounding rods (14 inches long) with surface wire grounding techniques to provide acceptably low resistance for static grounding requirements in field operations.
The flexible array of interconnected grounding rods is inserted into the soil at specified intervals to maximize the ability to safely dissipate static electricity from mobile trucks, service vehicles, and other equipment.
Static Grounding Canvas Kit Bag for Portable Grounding Kit and Cen-Stat™ Clamps, Assemblies, and Tools.
The strobe light is mounted in an elevated position and when the equipment is correctly grounded, flashes continuously informing personnel that a transfer process is underway and is protected from the static hazard. The strobe light can be used in conjunction with this product.
Designed for operating environments subject to intense sunlight, the ERII Sun Shield protects against direct sunlight hitting the indicators on the static grounding system.
The Sun Shield casts a shadow over the indicators during peak sunlight hours so that operators can easily view the ground status indicators. The shield is constructed from stainless steel and can be fitted to any installation in a matter of minutes.
The IS Switching PCB is an additional circuit board added to Newson Gale system enclosures, enabling users to directly interface with, and switch, intrinsically safe circuits without the need for additional equipment. The IS Switching PCB is designed not to affect the IS signal’s electrical parameters and is compatible with this product.
The retractable cable reel is supplied for grounding system installations where customers want to ensure the grounding clamp and cable are returned to the static grounding system by operators and drivers on completion of the material transfer process. The reel can be used in conjunction with this product.
The Earth-Rite® II RTR Tester is a capacitance resistance tester (CRT) designed to have the same electrical characteristics as a tanker truck/tank truck and provides engineers with a means of checking that the Earth-Rite® II RTR undergoing installation is permissive when it detects these characteristics.
The tester is connected to the Earth-Rite® II RTR system and its grounding point, and when activated, the Earth-Rite® II RTR’s LED indicators change from red to green, confirming that the Tanker Truck Recognition and Static Ground Verification checks are functioning as intended.
The CRT is highly recommended with a minimum of one per site.
• Required for system commissioning and routine service checks
• Easy to use with a simple PASS/FAIL condition
